Trước khi có công nghệ in 3D, lĩnh vực y tế buộc phải sản xuất hàng loạt các thiết bị, dụng cụ, cơ phận cấy ghép... để đạt hiệu quả kinh tế. Hệ quả là các trang thiết bị đó không hoàn toàn vừa vặn với từng bệnh nhân, khi đó hiệu quả điều trị sẽ không tối ưu.
Công nghệ in 3D đã hoàn toàn thay đổi điều đó. Công nghệ in 3D cho phép cá nhân hoá từng sản phẩm, để chúng có thể vừa khớp với từng bệnh nhân mà vẫn rất hiệu quả về mặt kinh tế. Ngày nay bác sĩ có thể lắp cơ phận cấy ghép được chế tạo cho riêng từng bệnh nhân, vừa vặn với cơ địa của chỉ bệnh nhân đó. Đó là những gì mà công ty ConforMIS đang làm cho các bệnh nhân bị tổn thương khớp gối.
Sẽ ngày càng có nhiều công ty như ConforMIS xuất hiện. Lĩnh vực chăm sóc sức khoẻ đang được cách mạng hoá một cách âm thầm nhưng vững chắc nhờ công nghệ in 3D.
STL file is simply a mesh of triangles wrapped around a CAD model was defined by 3D systems in 1980s. STL, name is derived from rapid prototyping process, StereoLithography, also known as abbreviation of Standard Triangulation Language. This very simple format has become an industry standard for the Rapid Prototyping sector. Virtually all modern CAD systems now include STL or Rapid Prototyping output as a standard feature.
What to consider while creating STL file:
Generating STL files is usually a fairly simple process. But every CAD system uses different terms and parameters for defining the STL file’s resolution. It's not necessary to understand all those parameters to produce useful STL file. Following is brief checklist which can help to produce good STL file:
1) As a typical example mesh with triangles approximately the size between 0.02mm (.001") to 0.05 mm (.002") will produce a good quality STL file. Please keep in mind if you reduce mesh tolerance further down doesn't mean prototype accuracy will be improved. As a thumb rule parts with many contoured or curved surfaces need to have fine tolerance than straight geometric parts.
2) STL files are always preferred to be saved in Binary format than Ascii mode.
3) If you are using Solid CAD modeling package to create 3D model, there are less chances of having any error in STL file. For surface model please stitch/sew all surfaces together to make a single water tight model before exporting STL file. You may be still able to produce STL file from untrimmed or corrupt surfaces but will never get a clean STL file and its much harder to fix STL file than native CAD file.
4) Generally STL file has no UNITS attached to it so its always good practice to send overall part sizes along with your STL file otherwise we wouldn't know your part dimensions. Most common units are MM or Inches.
5) Some CAD systems will generate error messages during STL conversion showing that some part geometry is outside of the positive X, Y, Z quadrant or is in negative space. These warning messages can be ignored.
6) Make sure to join all the solid model pieces to single entity which you want to see in a single prototype. Otherwise all those bits & pieces will end up separately in STL file and we'll have to spend time to join them together, unless you want them to be separately made.
STL export guidelines from some of common CAD systems:
Unigraphics
1) File > Export > Rapid Prototyping
2) Output type : Binary
3) Triangle & Adjacency Tolerance: .05mm
4) Set Auto normal Gen to ON
5) Set Normal Display to OFF or ON
6) Set Triangle Display to ON (good idea to leave ON so that you can see mesh pattern on your model)
7) File Header Information: Press OK
8) Sometimes it shows error messages "Negative coordinates found" which can be ignored
Pro/Engineer
1) File > Save a copy
2) Add 'New Name' or copy and paste from 'Model name' and choose STL from type drop down menu. > Hit ok
3) Accept 'binary' and 'negative value' defaults. Enter '0' in chord height box and system will set to minimum available.
4) Set angle control to 1
5) Check file name change if desired hit ok. File will be saved to your working directory.
SDRC I-DEAS
1) File > Export > Rapid Prototype File
2) Select the part to be exported
3) Select Prototype Device to SLA500.dat
4) Set Absolute Facet Deviation to 0.01 mm/(0.000395")
5) Select File type Binary and Save
SolidWorks
1) Open File > Save As
2) Set file type as STL
3) Select Options > Output as Binary
4) Select the units mm or inches
5) Select Quality > Fine
6) Save
SolidEdge
1) Open Model & select File > Save As
2) Select File type as STL
3) Options > conversion tolerance to 0.0254 mm (0.001")
4) Surface Plane Angle > 45°
5) Select Binary type and OK
6) Name & Save STL file
CATIA
1) Select STL command
2) Maximum Seg to 0.0125mm
3) Select the model and > select Yes
4) Select Export > type File name > OK
AutoCad
Note: STL can only be generated from 3D model not from 2D drawings or wireframe.
1) Type "STLOUT" at the command prompt
2) Select the objects to be exported
3) Select "Y" for Binary format
4) Type File name
If you get error message "No Solids selected" try to move your model in positive octant.
3D Studio Max
1) Open Document and save as a new file.
2) Select few items of your object at one time.
3) Go to Modifiers => More => Select Mesh smooth => OK.
4) Under parameters increase iterations by 2 or 3.
5) If your part geometry is complex you may add more polygons.
6) Now your wire frame model is defined with polygons.
7) Once finished select all and export as an STL file.
IronCad
1) In the Graphics window Right click on the part
2) Pick the Part Properties and Rendering
3) Select Facet Surface smoothing to 160
4) File and Export to an STL file
Rhinoceros
1) File > Save As
2) Select File Type to STL
3) Select File Name > Save
4) Select Binary
5) Select Detail Controls from Mesh Options
6) Max Angle = 20, Max aspect ration = 6, Min edge Length = 0.0001
7) OK
Khả năng in 3D ra vật thể với màu sắc sống động như thật đã không còn nằm ngoài khả năng của công nghệ nữa. Hiện nay hai hãng Mcor của Ireland và 3D Systems của Mỹ đã thương mại hoá các dòng máy có khả năng in 3D ra các vật thể với phổ màu gần như trọn vẹn. Mặc dù chất liệu mà mỗi hãng dùng là khác nhau, nhưng hình dáng vật thể in ra đều nhìn rất sống động. Khả năng này sẽ tác động rất mạnh đến lĩnh vực thiết kế kiểu dáng, thiết kế kiến trúc, tạo mô hình phục vụ việc trưng bày sản phẩm trong tương lai không xa.
Tượng người do máy của hãng Mcor in ra
Mẫu búa và thớt gỗ do máy của hãng Mcor in ra, nhìn không khác gì vật thật
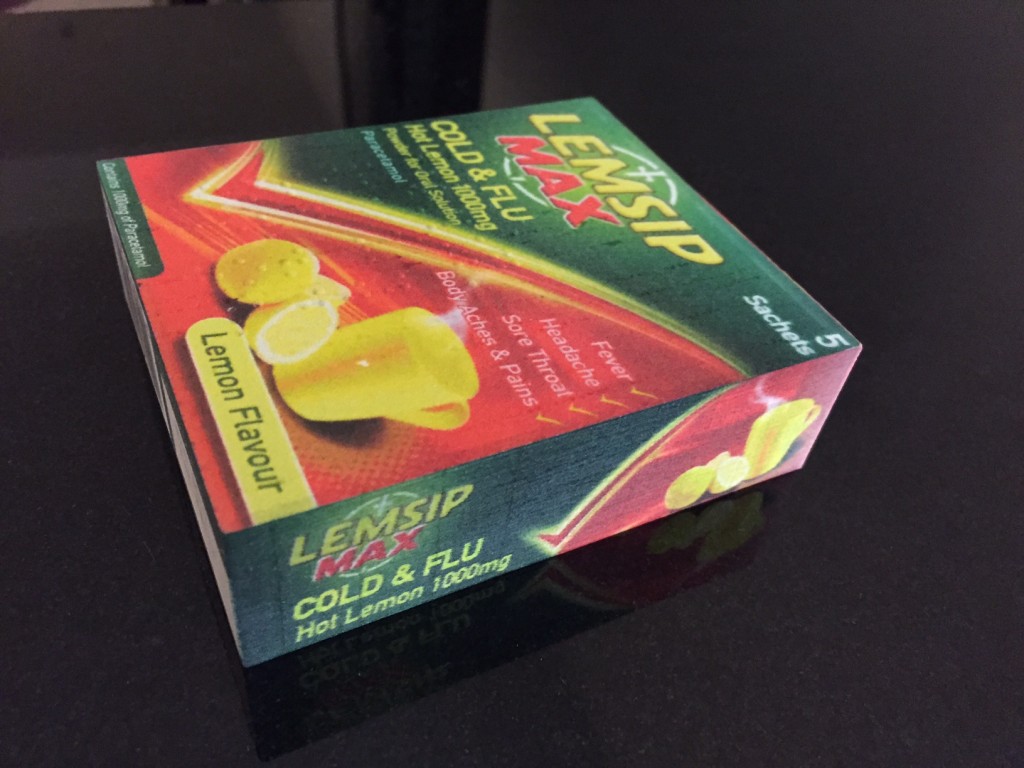
Mẫu hộp do máy Mcor in ra, màu sắc và hình ảnh đều được tạo ra trong quá trình in, không phải dán lên sau khi in
Vật liệu máy Mcor dùng là giấy (vâng, giấy A4 bình thường). Khi các tờ giấy xếp chồng lên nhau thành một khối thì chúng không khác gì gỗ. Màu sắc là do máy in phun màu tạo ra trong quá trình in 3D.
Cũng có khả năng tạo ra các vật thể màu sống động, nhưng máy của hãng 3D Systems lại dùng một công nghệ hoàn toàn khác và vật liệu dùng là dạng bột thạch cao. Sau khi in ra, để vật có độ bền thì chúng cần được nhúng vào keo kết dính. Màu được tạo ra cũng là do máy in phun trong quá trình in.
Một mô hình kiến trúc được in bởi máy của 3D Systems
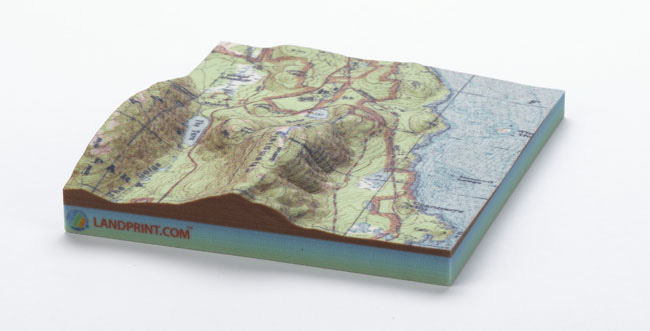
Mô hình thông tin địa lý được in bởi máy của 3D Systems
Ưu điểm của các dòng máy của 3D Systems là chúng có thể tạo ra mô hình lớn hơn so với máy của Mcor. Máy Mcor dùng giấy A4 nên kích thước bị giới hạn bởi khổ giấy. Tuy nhiên chi phí in của máy Mcor thấp hơn rất nhiều so với máy 3D Systems do giá thành thấp của vật liệu in. Về cơ tính thì cả hai dòng máy đều in ra vật thể rất cứng, tuy nhiên vật in bởi máy 3D Systems có phần giòn và dễ vỡ hơn.
Tạo màu bằng phương pháp hydrographic
Có một cách khác để tạo màu cho vật in 3D là in hình ảnh lên một loại phim đặc biệt, rồi dán phim đó lên bề mặt vật in. Điểm mấu chốt là phải canh vị trí của phim sao cho khớp với vị trí vật in. Kỹ thuật này cũng đã ra đời rất lâu rồi, trước cả công nghệ in 3D, và có tên gọi là Hydrographic.
Minh hoạ quá trình chuyển hình lên bề mặt vật in
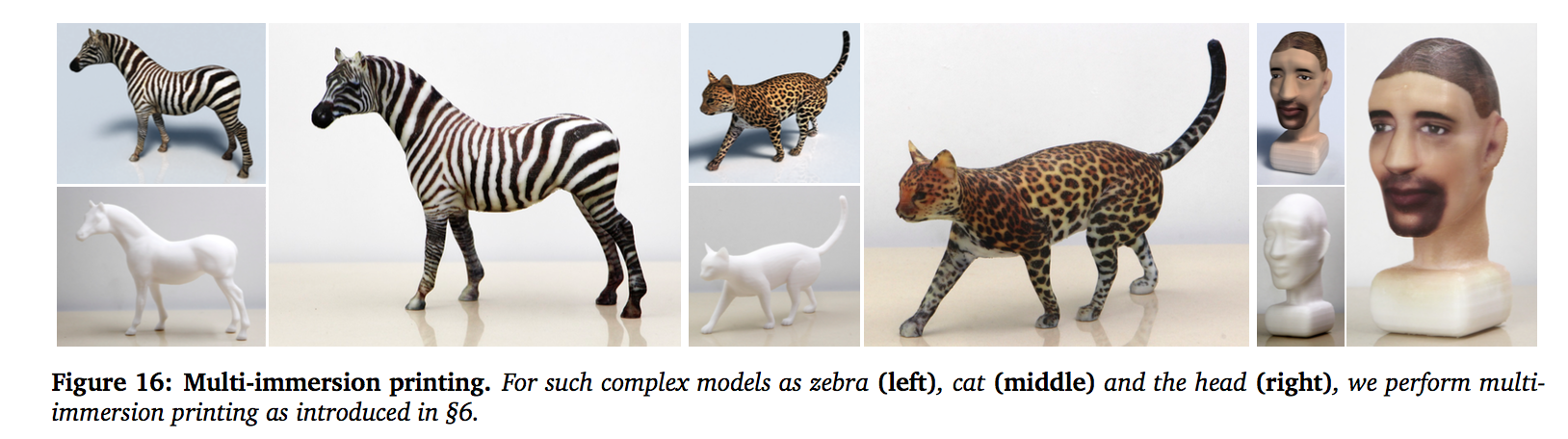
Hình ảnh sau khi được chuyển lên vật trông cũng rất sống động
Một clip minh hoạ khác
In 3D với phổ màu hạn chế
Ngoài những cách nêu trên để tạo màu sắc thực cho vật in, còn có một số máy có thể tạo được màu sắc cho vật in, nhưng với số lượng màu hạn chế hơn. Chẳng hạn như máy của Objet (đã thuộc về hãng Stratasys) có thể tạo ra một số lượng màu sắc nhất định. Người dùng có thể chọn màu trong số 20 bảng màu tạo sẵn để gán cho vật thể. Tuy nhiên phổ màu của các bảng màu đó là không liên tục.
Một ví dụ bảng màu xanh của máy Connex3
Một sản phẩm được in màu.
Cách tạo màu của máy Objet có khác với máy của Mcor và 3D Systems. Các máy của Mcor và 3D Systems phun trực tiếp mực in lên vật thể có sẵn. Trong khi đó máy Objet tạo màu bằng cách trộn vật liệu in (có màu khác nhau) lại với nhau. Cho nên màu của vật thể chính là màu của nguyên liệu in, chứ không phải phủ màu lên bề mặt.
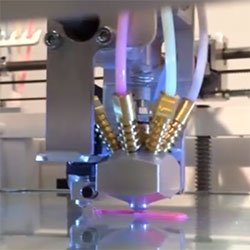
Cùng nguyên lý này còn có thể kể kến máy của botObjects. Máy botObjects là máy FDM, in bằng vật liệu sợi nhựa. Máy này khi hoạt động cần một số loại dây màu cơ bản như CMYK để trộn vào nhau tạo màu cho vật thể. Tuy nhiên màu sắc trộn theo cách này chưa thể phủ trọn phổ màu, và không thể tạo màu chính xác được.
Bộ cuốn nhựa màu của botObjects
Đầu trộn màu
Việc in 3D vật thể có màu sắc là một bước tiến rất lớn trong lĩnh vực này. Tuy nhiên công nghệ in 3D màu còn cần phải cải tiến rất nhiều để có thể tạo ra vật thể có màu sắc sắc nét và mịn màn, đến mức không thể phân biệt được với các sản phẩm được sản xuất hàng loạt trên thị trường.
Ở mức độ như hiện nay, công nghệ in 3D màu đã có thể ứng dụng vào rất nhiều ngành từ thiết kế kiểu dáng, kiến trúc, giáo dục, giải trí, mô hình trưng bày cho đến khảo cổ, nghiên cứu.